The Future of Soil Stabilization
Quality Control
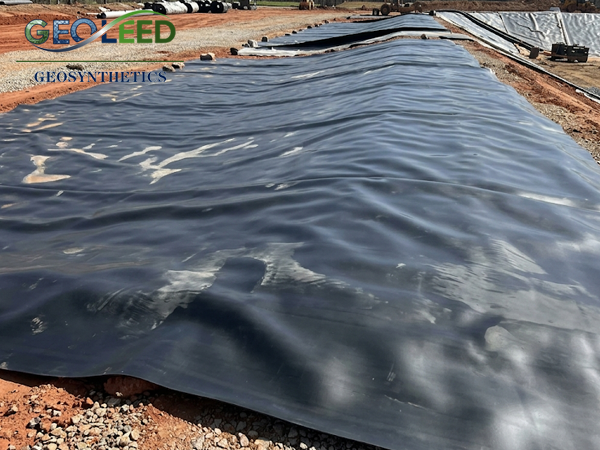
Ensure the seepage prevention system achieves "zero leakage" and long-term stability.
Home » Quality Control
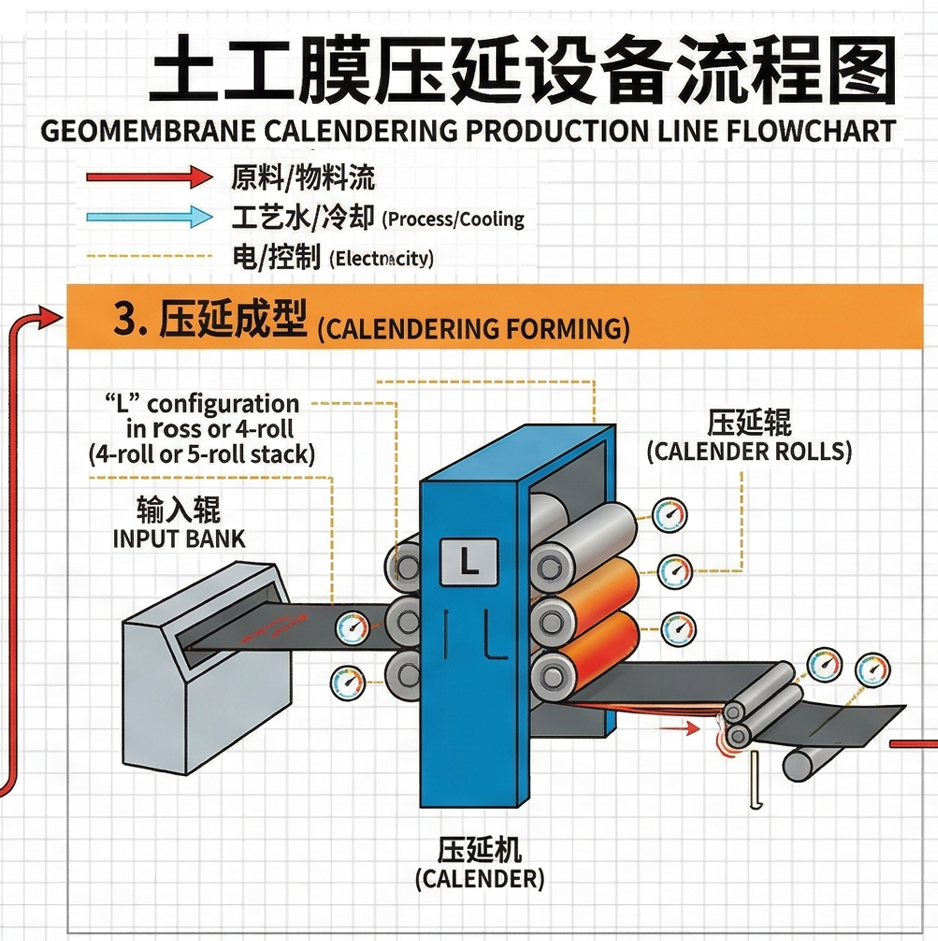
GEOMEMBRANE CALENDERING PRODUCTION LINE FLOWCHART
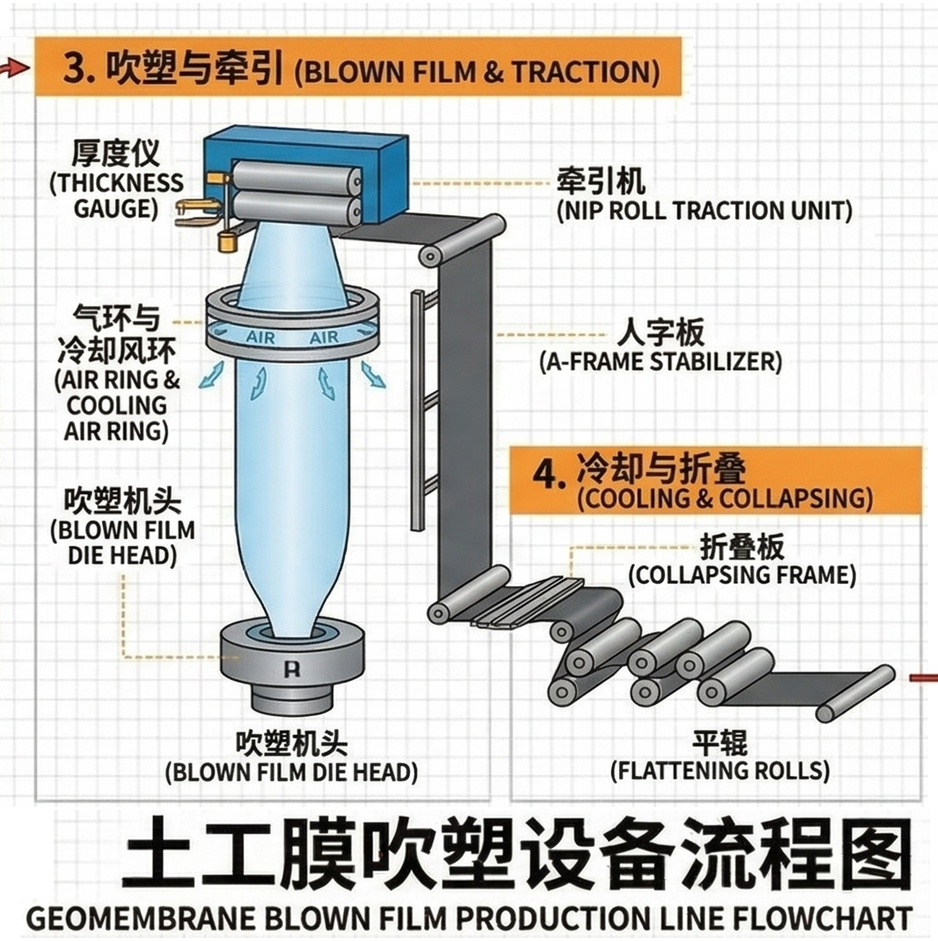
GEOMEMBRANE BLOWN FILM PRODUCTION LINE FLOWCHART
Generation process
1
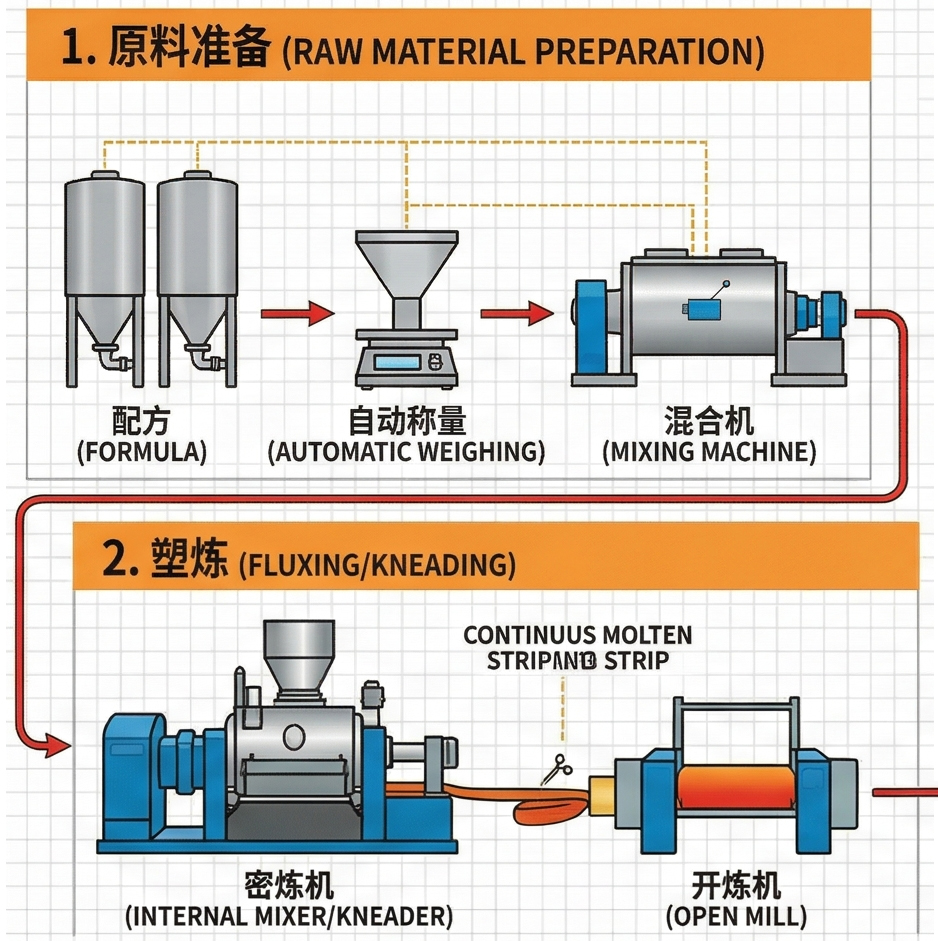
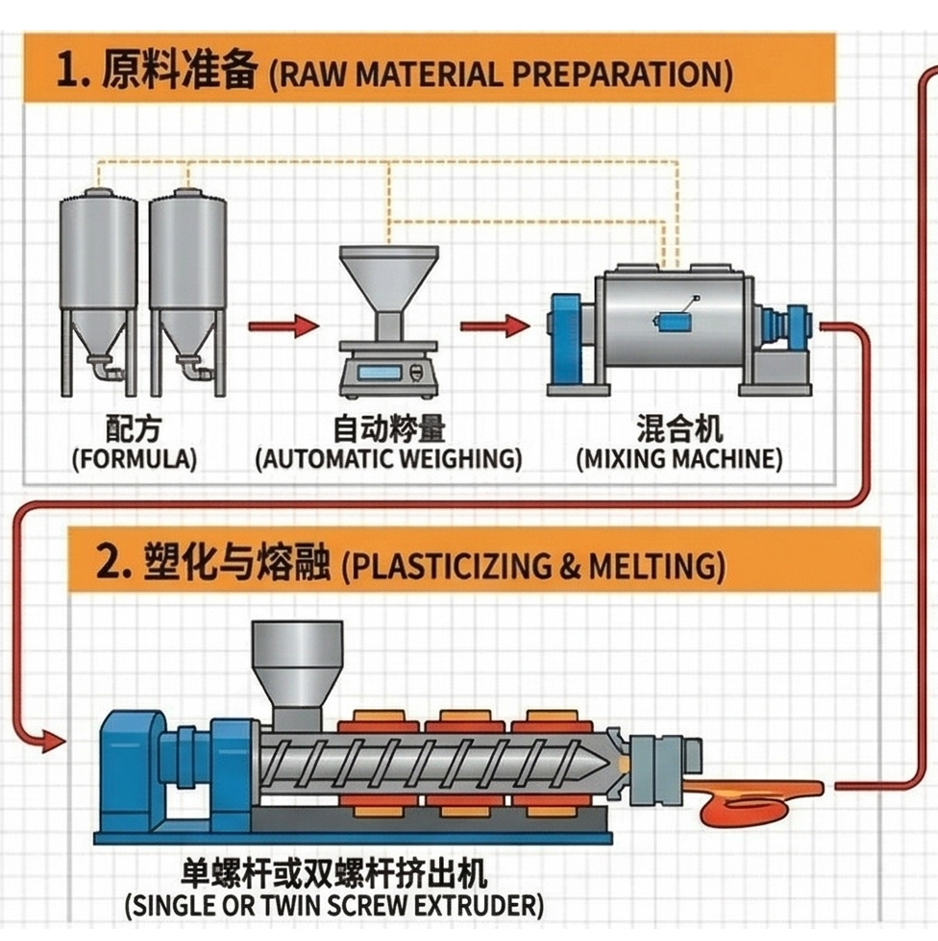
Raw material preparation and feeding
First, polyethylene resin granules (HDPE, LDPE or LLDPE) are mixed with carbon black masterbatch, anti-aging agent, ultraviolet stabilizer and other ingredients in a certain proportion.
2

Melt extrusion
The mixed raw materials enter the extruder. Heating: The screw rotates inside the barrel, and the plastic is completely melted through shear heat and external heating coils. Filtration: The melt is filtered to remove impurities, ensuring the uniformity of the membrane surface and preventing pinholes.
3

Die head discharge and blowing
Molten plastic is forced under pressure into a circular die, forming a tubular film. Bubble Forming: Compressed air is introduced through the center of the die, inflating the tubular film into a large bubble. Stretch Ratio: The diameter of the bubble (i.e., lateral stretching) can be controlled by adjusting the airflow; simultaneously, longitudinal stretching is controlled by the traction speed.
4

Cooling and shaping
As the membrane bubble moves upward, it is cooled by cold air ejected from the external cooling ring. Frost Line: The boundary where the plastic transitions from a molten state to a solid state. After crossing the frost line, the membrane dimensions are essentially fixed.
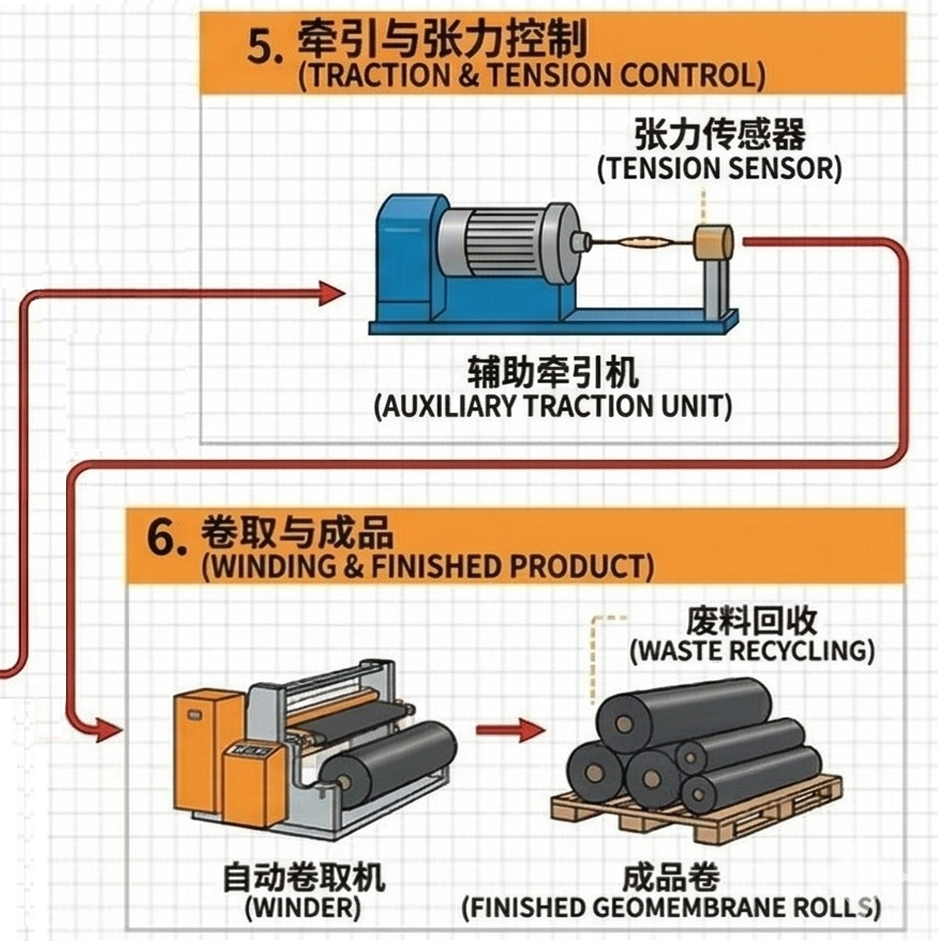
5

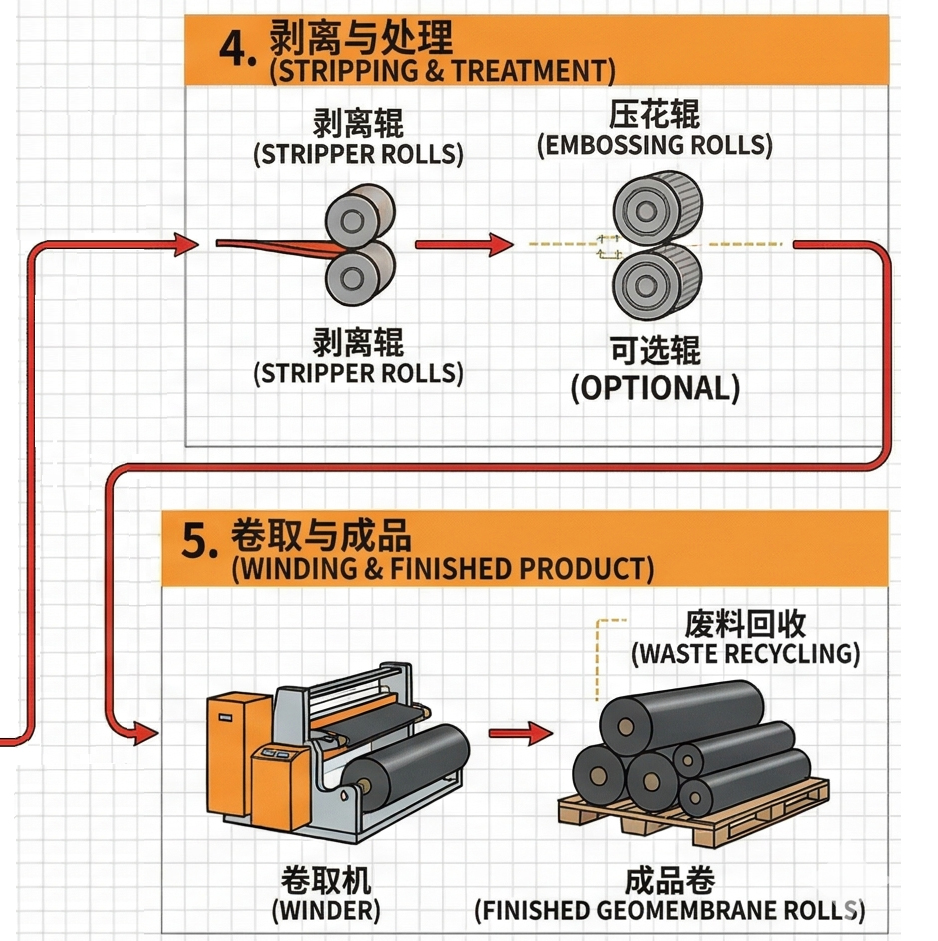
Bubble stabilization and folding
The membrane bubble is gradually flattened by the collapsing frame, becoming a double-layered, flat film. Bubble stabilization: Ensures the film does not wobble during high-speed traction, keeping thickness deviation within a minimal range.

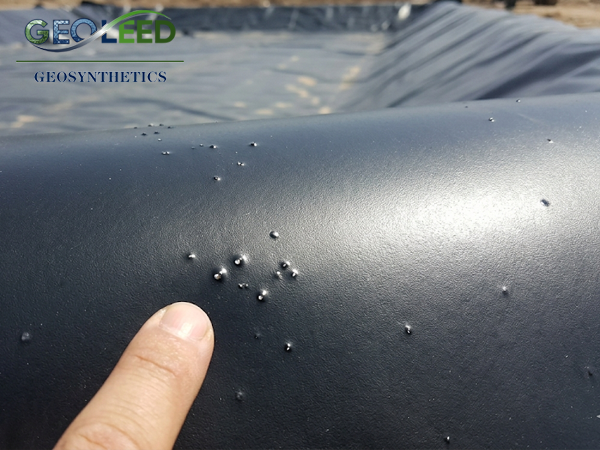
Defective products
prohibited from leaving the factory